Get Inspiration, Delivered.
Join our newsletter and get inspiring projects, educational resources, and other cool metal stuff, straight to your inbox.
Table of Contents
This is part two of our three part series on weathering steels. Read about the history of weathering steels in part 1 and the manufacture and applications of preweathered weathering steels in part 3.
It can be a daunting challenge for designers or architects, watching and waiting for weeks or months for a large expanse of metal to corrode to achieve the effect they envisioned.
Preweathering the metal is the answer for advancing the surface finish to an appropriate level for all stakeholders, while still meeting the aesthetic, budgetary and time requirements of a project. Here we’ll take a closer look at the process and the considerations that must be given to material types, weathering agents, handling, and project applications.
Weathering Steel: Challenges and Considerations
Preweathering or artificial weathering involves exposing the surface of these high strength, low alloy steels to an oxidizing agent to start the process, and then following up with a series of wetting and drying cycles.
True preweathering brings the surface of the steel to a dark, rich oxyhydroxide, with stable qualities similar to those that develop naturally over time. Most of the loose corrosion product is removed during the weathering process. When this process is performed correctly, rich colors and surface stability are achieved.
There have been many attempts to preweather the weathering steels for art and architecture. The artist Donald Judd supposedly washed his large plate weathering steel art pieces with muriatic acid, a diluted form of hydrochloric acid. This would cause immediate rusting of the surface. Rinsing the acid from the surface allowed oxygen and moisture to push the surface to a ferrous oxide, further rinsing and drying cycles would develop the deeper oxyhydroxide coating.

This method is strongly discouraged because of the fragility of the finish that forms. The strong acid pushes the development of the oxide rapidly and does not allow it to bind well with the base metal, making a fragile oxide that easily rubs off and can stain a surrounding area. Additionally, there are dangers working with the strong acid as well as requirements for neutralizing and disposing of the acid. Any surface of any size would make this a particularly hazardous and environmentally destructive technique.
There are better methods capable of delivering a sufficiently adherent oxyhydroxide layer similar to that formed naturally over decades of exposure. These methods are used on large architectural surfaces by firms that specialize in the procedures and have in place appropriate environmental and safety practices.
Natural and controlled weathering of steel over time
To accelerate the natural weathering process, you first must begin with a clean steel surface. Detergent can be used to remove mill oils, fingerprints, and process oils that may be on the surface.The steel should then be rinsed in clean water, then followed with a light abrasion of the surface with an abrasive blast to remove scale and residual oxide. This should all be followed quickly with a thorough wetting of the surface.
“Commercial blast cleaning” (SSPC-SP6) of plate material will usually remove most mill scale and allow the surface to weather evenly. Blasting all the way to what is referred to as white metal (SSPC-SP5) can be performed for a very even appearance of the subsequent weathering of the surface. If performed manually, this can create mottling of the surface due to different levels and directions of blasting. These will translate through the oxide development, creating a slightly mottled surface as the oxide grows.
Initially, when you wet the surface there will be darkened runs and streaks that initiate from areas where the moisture is trapped or horizontal regions where draining and drying is slower. It is recommended to gently rub these areas while wet with an abrasive pad or bristle brush. This will even these out by moving this ferric oxide across the surface.
You will need to allow the surface to dry and repeat this several times. It is the repetition of wetting and drying that weathering steel requires for the development of the sound ferric oxyhydroxide surface. The desire is to increase the amount of Fe3+ or Iron(III). This is the more stable form of oxide. You can augment the development of the oxyhydroxide layer by rubbing the surface with the abrasive pad or bristle brush while wetting. The layer of loose rust will come off during this process, and as it dries the surface will be more adherent and the color will begin to even out. However, this can take days if not weeks.
Acceleration and processing systems have been developed to create the surface in an environment with humidity and temperature controls. The metal goes through cycles to generate a consistent, predictable surface and removes the loose particles that can stain adjacent surfaces.

PHOTO © A. ZAHNER COMPANY
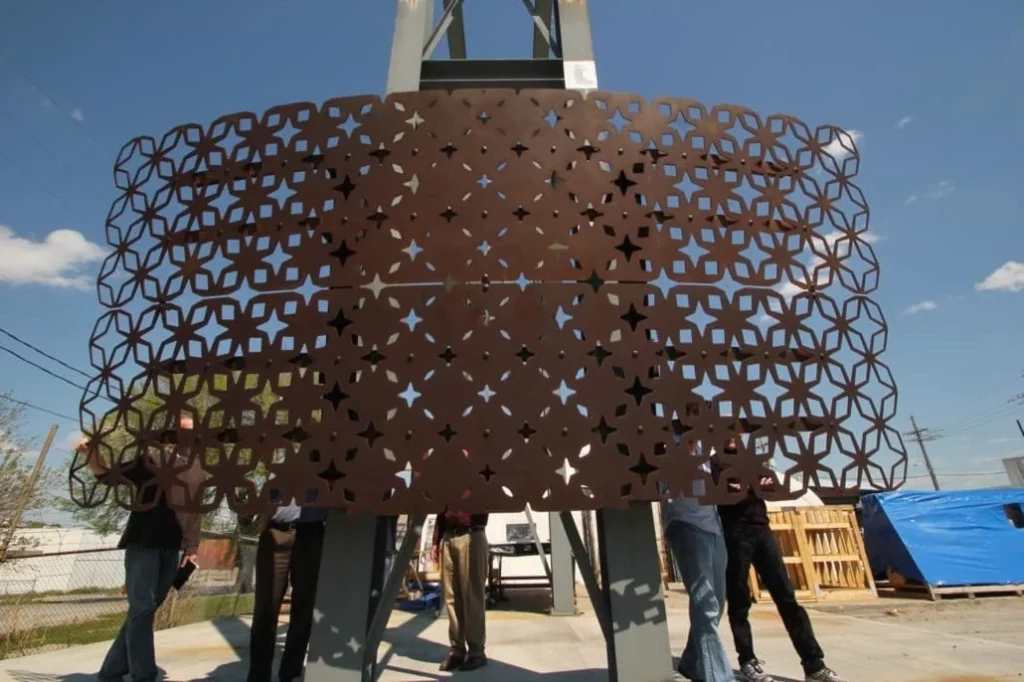
PHOTO © A. ZAHNER COMPANY
Accelerants for the Process of Weathering Steel
There are proprietary processes that involve accelerants to speed up the initial oxidation development. These are actually oxidation/reduction agents that create a condition where the surface is active and the oxidation of the iron on the surface is accelerated. It is this initial preparation of the surface that sets the weathering steel on a path to a deep rich surface finish.
Many of these involve the use of chloride-based compounds. Some use pickling acids such as muriatic acid (dilute hydrochloric acid) sprayed or wiped on the surface, as the artist Donald Judd used. As mentioned before, this method is strongly discouraged because of the fragility of the finish that forms and the challenges of handling and proper disposal of acids.
Subsequent wetting will generate a deeper color, creating the desired ferric oxyhydroxide surface. The acid removes iron oxide, resulting in a clean surface that becomes very active. Subsequent wetting rapidly develops the initial ferric oxide. This is unlike the loose and streaky oxide that develops from the use of muriatic acid.
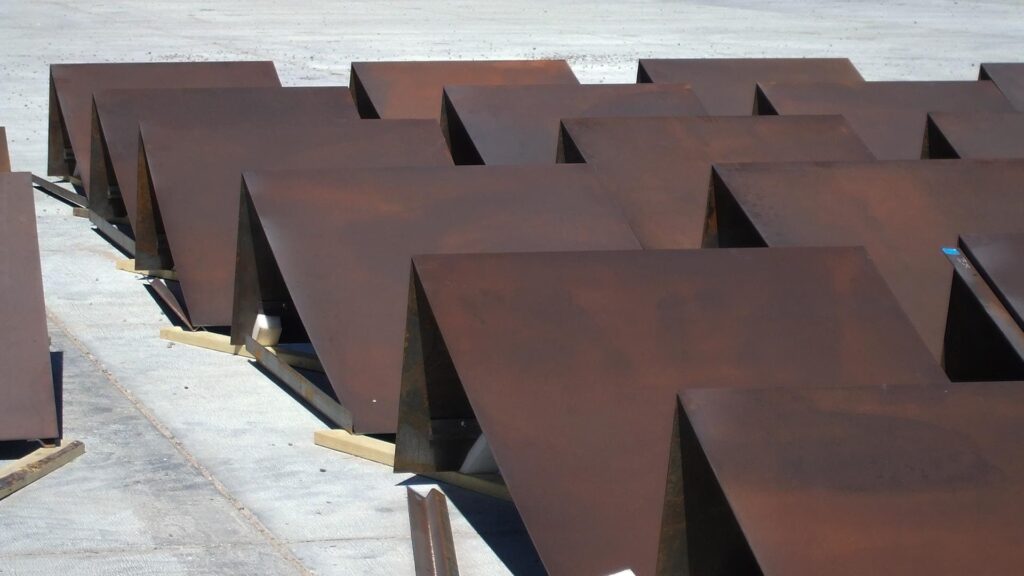
There are several methods that do not damage the environment and push the oxide to the ideal preweathered surface. For example, the material used for the Science Center at Amherst College was created using an environmentally friendly and even process.

PHOTO BY MATT EAMES, ARKO | © A ZAHNER COMPANY
This surface was preweathered by first blasting the welded and formed sections to prepare them for the initial oxidation treatment. The surfaces were treated immediately afterwards with a mildly acidic treatment which started the oxidation process on the steel surface by creating numerous localized corrosion cells on the surface.
Once the surface reacts, the strong electrolyte is thoroughly rinsed from the surface. Preferably with deionized water. The surface is allowed to dry, then rewetted in a continuous cycle until a thick, dark oxide is obtained.

Photo By Matt Eames, Arko | © A Zahner Company
The use of a sal ammoniac solution is sometimes used. Sal ammoniac is ammonium chloride. The ammonium chloride goes into solution and when applied to the steel surface becomes ferric chloride and releases hydrogen. This process is slower, but the results are adequate when followed by wet/dry cycling. Ammonium chloride is a corrosive salt often used as a fluxing agent on metals. It has to be removed in the subsequent rinsing or bright-yellow corrosion products will develop.
There are also processes that utilize industrial-grade hydrogen peroxide as an oxidizing agent. Industrial-grade hydrogen peroxide is significantly more powerful than the 3–5% hydrogen peroxide available at your local drug store. Industrial grade is 15–30% and can be a hazardous substance, but this material decays into water and oxygen so disposal is not harmful to the environment. Industrial-strength hydrogen peroxide requires protective gear while it is being used. It will burn the skin and cause damage to your eyes and mucous membranes of the nose and lungs. Like the muriatic acid, it is only recommended when used by someone versed in the use and control of dangerous chemicals.
The key for any weathering steel process is to start by roughening the surface by sanding or blasting to increase the “tooth” which holds moisture to the surface. Eventually the surface becomes dark and stable. Subsequent runoff is reduced and the deep rich color is achieved. There are light and dark areas that add to the natural beauty but eventually you will achieve a deep purple-brown color across the surface. It takes time and repetition of wetting and drying cycles to achieve a good oxide that does not brush off or rinse off.

PHOTO © A. ZAHNER COMPANY.
Several weathering chemical compounds:
- Ammonium chloride NH4Cl Mild acid in water
- Hydrochloric acid HCl Powerful acid
- Hydrogen peroxide H2O2 Weak acid
The chlorine ion in solutions of ammonium chloride and hydrochloric acid is a strong oxidizer as it pulls electrons from the iron atom. Hydrogen peroxide is also a strong oxidizer. It provides oxygen to the iron. Combinations of hydrogen peroxide and the chloride ion work quickly on developing iron oxide on the surface by stripping the iron of electrons and providing oxygen to combine with the steel.
It is important, however, to understand that some of these act rapidly and form the oxide and hydroxide without binding well to the underlying steel. The surface may look the color and tone you want, but it will sluff off in powdery layers as it dries. Success comes when the process is allowed to slowly grow and there is diffusion into and out of the base metal.
For the sake of consistent and predictable results, there are proprietary methods used to achieve the thick ferric oxyhydroxide surface. These methods are produced in a controlled environment where the humidity and temperature are regulated.

PHOTO © A. ZAHNER COMPANY.

PHOTO © A. ZAHNER COMPANY.

As the steel is allowed to weather in the environmentally controlled chamber, the ferric hydroxide thickens, and the crystalline surface becomes less sporadic and more continuous. The layers are strongly bonded together. You cannot rub off the oxide. The color goes from an orange red to a deep purple red.
One example of this process is the nearly 50 tons of 13 mm (0.5 in.) preweathered steel plate material that was used to create the walls of the “Jewel Box,” a temporary exhibit on the Las Vegas strip. The plates were preweathered extensively to develop a sound oxide that would not come off when touched. The paintings were held to the walls using magnets.

It’s important to note that some of the ferrous oxide will still develop on preweathered surfaces when exposed to a moist environment, even indoors. This is unavoidable because there is still porosity through the oxide layer. However, over time, this porosity is reduced until a solid, impervious oxide has developed.
Combining an impervious surface with the corrosion resistance and tensile strength of typical Corten weathering steel makes preweathered weathering steel an exciting material for the future of art and architecture.
Next: A Deep Dive into the Innovations, Benefits and Applications of Zahner’s Solanum Preweathered Weathering Steel
In our next installment on the history, manufacturing and applications of weathering steel, we’ll take a closer look at our preweathered surface, Solanum Steel™, and more importantly — why preweathered surfaces offer architects and designers new opportunities and solutions.
Read Part 3 in our series on weathering steel: Beyond Corten: Creating the Next Generation of Weathering Steel.

PHOTO BY KEVIN SHEA
To find out more about using weathering and preweathered steel and how these materials could be used in your next project, contact us for samples of Zahner Solanum Steel, or call +1 (816) 474-8882 to speak with one of our Project Specialists.