Get Inspiration, Delivered.
Join our newsletter and get inspiring projects, educational resources, and other cool metal stuff, straight to your inbox.
It is the nature of how light reflects from a surface that makes stainless steel attractive to the designer. Lasting finishes can be applied to the surface of stainless steel to induce intense sparkle like sun reflecting from a rippling pool of water, or a soft diffuse glow as if the light is emanating from the metal itself.
The vast array of finishes, textures, and colors available to the designer are unmatched by any other material. Let’s explore the countless possibilities of this remarkable and durable metal.

PHOTO © A. ZAHNER COMPANY.
The First Finish
For the purpose of definition, a finish is a mechanical or chemical treatment on the surface that imparts a particular interaction behavior with light. When it comes to stainless steels, finishes fall into either one or a combination of the following categories;
- Mill finishes
- Mechanical finishes
- Chemical finishes
- Plastic deformation surface finishes
While each of these finishes have their own particular nuances, they all start at the mill. These finishes are applied to the surface as the metal is cold worked and reduced, then annealed and pickled. This stable surface finish serves as the base for all subsequent layers and can be left untouched or further refined.
The following finishes are produced at the mill and are provided, as is, for use in art and architectural projects:
2D Finish: The least refined surface available for thin sheet material. The 2D surface is dull and characterized by a dark steel-like appearance. It is sometimes used on roof surfacing materials or other cladding surfaces (where light reflectivity and the associated glare are required to be minimized).
2B Finish: Characterized by a surface more refined and glossy than 2D. This is a base finish for many mechanically applied finishes. Occasionally the 2B finish is used on an artistic or architectural surfacing material without additional mechanical treatments.
2BA Finish: This is the most refined of the mill finishes and is characterized by a mirror-like reflectivity. The bright annealed surface is very smooth and generally free of surface markings or streaks. It is used as a base for many mechanical finishes and chemical finishes, including mirror polishing, satin polishing, glass bead blasting, and Angel Hair polishing.

PHOTO © A. ZAHNER COMPANY.

PHOTO © A. ZAHNER COMPANY.
Beyond The Mill: Mechanical Finishes
Mechanical finishes are those produced by a secondary finishing facility. These facilities take the mill finish stainless steel and apply a second, more refined surface to the prime side of the sheet or plate. Considered repairable, there are procedures in the event of scratches or marks for most of these finishes. There are four categories of mechanical finishes; Directional, Non-directional, Custom, and Mirror.
Directional Finish
Directional finishes are distinguished by parallel, linear scratches that run the length of the sheet. The scratches are of regular and consistent depth. Light reflecting off of these surfaces is stronger in one direction than the other direction due to their defining directional surface ridges.
Keep in mind that they readily fingerprint and regular cleaning is necessary.
No. 3 Finish: The coarsest of the directional finishes. On close inspection, the scratches are seen as short, parallel strokes of variable depth. While this finish can be blended around welds and corners using hand tools, matching the finish in the center of a surface is not easily achieved. An abrasive finish, you will feel the roughness when passing your hand across the grain.
No. 4 Finish: The most common directional finish used in art and architecture. Similar to No. 3 in appearance, it has finer and longer parallel lines. No. 4 can be blended around corners and welds, and produces a good lustrous surface. The surface is easier to clean due to lack of roughness.
Brushed Finish (Hairline): Finer than both the No. 3 and No. 4 finishes. This finish goes by various trade names. Hairline, for example, is distinguished by long and fine parallel scratch lines. It is frequently used as an interior accent finish or to produce a soft, lustrous look. Due to the fineness of the finish, it is simpler to clean and maintain and does not hold fingerprint oils to the same degree as the others.

PHOTO © KIRA SHEMAN.
Non-Directional
Non-directional finishes are characterized by having a diffuse reflectivity. They are more expensive than directional finishes because they are typically produced a sheet at a time (or a part at a time). These finishes capture the luster of stainless steel well and they reflect light hitting the surface in all directions.
Zahner’s Angel Hair® Finish: This non-directional finish was developed while working with renowned architect Frank Gehry. He wanted something more refined than a mill surface, a finish that would disperse light while still possessing the luster and tone of a natural surface.
Glass Bead Finish: Produced by impacting the surface of stainless steel with tiny glass beads. These beads, striking the surface with significant energy, will impart small, overlapping concave dishes across the entire surface of the stainless steel.
Stainless Steel Shot Blast Finish: Similar to glass bead blasting, only far deeper and more pronounced. The surface achieved is brighter and harder than the surface produced by glass bead blasting, and is virtually scratch resistant.

PHOTO © A. ZAHNER COMPANY.
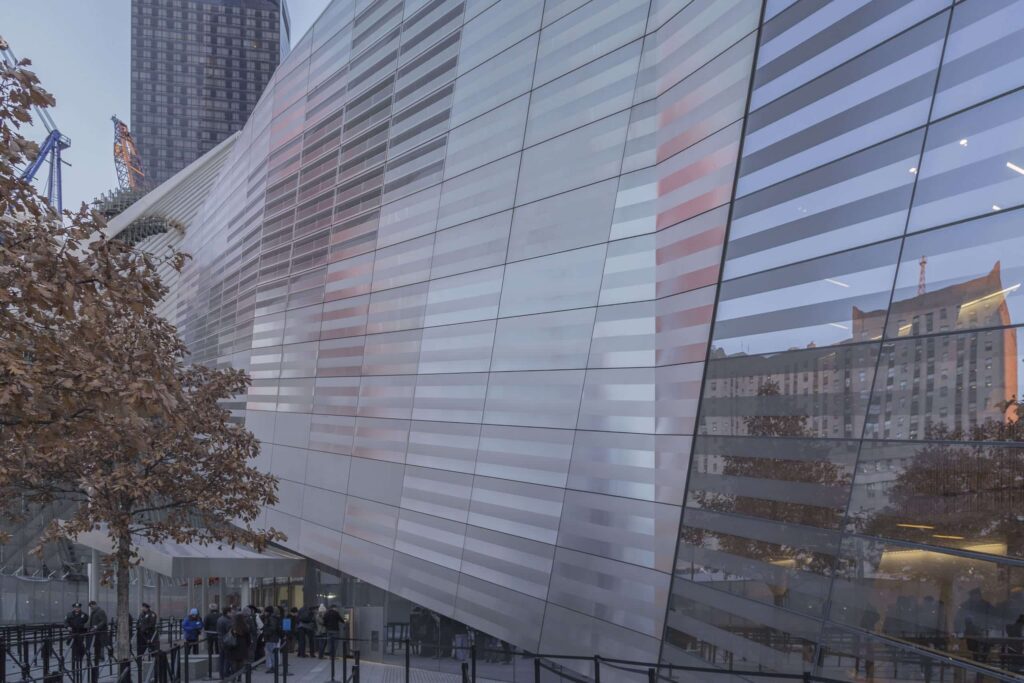
PHOTO © A. ZAHNER COMPANY.
Custom Mechanical Finishes
A simple grinder in the hand of a craftsperson or artist can achieve beautiful ground finishes that reflect light to produce a lively, visual assault that changes from light to dark as viewpoint changes. Blast striping and crosshatch finishing are two highly custom finishes that merit discussion because they are not only unique, but are capable of being repeated in scale.
Blast striping involves masking sheets of stainless steel and passing them through a glass bead blasting machine to produce one finish over another. This can be seen in the 9/11 Memorial & Museum in New York. The designer, Snøhetta, worked with the finishing company to achieve a subtle blending of stripes across the surface of the building.
The crosshatch finish is applied at an angle, then rotated and applied at the opposing angle. Following the application of the finish, the surface is electropolished to further enhance the consistency and brightness. Once this finish is applied, it can be left as the natural silver color of the metal or enhanced further by developing the interference color.

Photo © Bitterbredt.
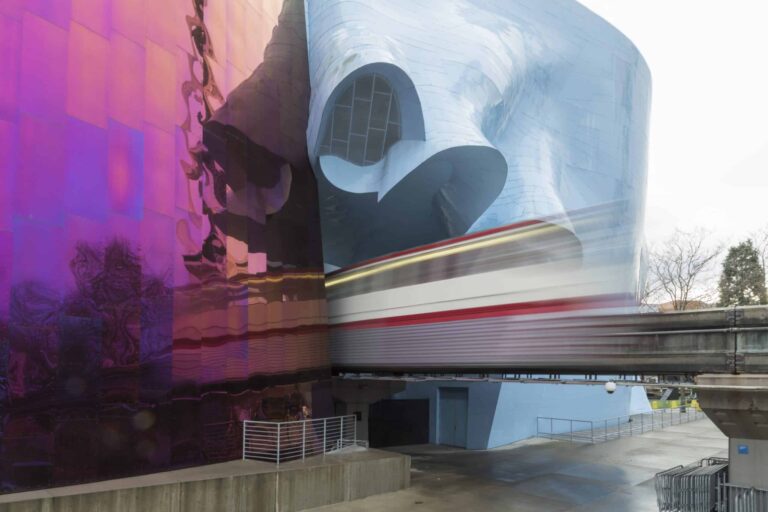
The Contemporary Jewish Museum in San Francisco, for example, is an interference blue crosshatch stainless steel surface. The designer, Daniel Libeskind, chose a 60 degree angle to work with the pattern of the panels. The remarkable surface changes in appearance as the angle of sunlight strikes the surface and reflects back to the viewer.
Mirror And Super Mirror Finishes
Mirror finishes are specular, one-to-one reflective polished surfaces where the angle of incidence is equal to angle of reflection. They are produced by successive grinding and polishing of the surface, and have different levels of quality which depend on the visibility of polish lines:
No. 7 Finish: A mirror finish with visible grit lines (when viewed in such a way that light strikes the remaining cutting lines). No. 7 is easier to match and repair because of the fewer steps involved with producing it, and many hand-polished and buffed surfaces fall under this classification.
No. 8 Finish: Achieved with more buffing and a step known as cutting, in which the grit lines are taken down using various buffing compounds applied to cloth wheels moving at high speeds. The grit lines are visible in fewer lighting conditions and from fewer lighting angles.
Super Mirror Finishes: Developed commercially in Japan in the mid-to-late 1980s, super mirror finishes are essentially free of all grit and polish lines. They closely resemble the reflective quality of a true glass mirror.

PHOTO © A. ZAHNER COMPANY.
Plastic Deformation Surface Finishes
This classification of surface finishes are all characterized by inducing enough force into the stainless steel sheet to impart permanent plastic deformation. As the metal is passed between the cylinders, sufficient force pushes the stainless steel into the pattern cut into the roll. The metal yields under the force and the pattern is permanently set into the stainless steel. Other methods use stamping dies, in which the stainless sheet is pushed into a mold.
“Water Finish”: Utilizing the highly reflective luster of stainless steel, this finish involves pushing the metal sheet into a die under extreme pressure using a specially designed durometer rubber. The surface creates a ripple appearance that reflects light in a way comparable to the surface of water.
Embossing: Many patterns are produced on stainless steel through embossing, which involves rolling the steel through matching sets of pattern rolls. This results in a flat surface of metal with a pattern imprinted from edge to edge. Embossing can be further finished by subsequent polishing, creating highlighted tone patterns on the sheet.
Selective Embossing: Using computer controlled equipment to selectively upset the surface of stainless steel sheet, it can yield any number of geometric or custom shapes. Embossing this way is significantly slower, but the ability to create unique, even one of a kind, surface finishes (sometimes coupled with perforations) can offer a designer an endless canvas to work with.

PHOTO © A. ZAHNER COMPANY.
The Definition Of The Edge
The edges of stainless steel, where light seems to concentrate, can define a shape. Whether cut with a laser into tight curves, or V-cut and folded, the edges will reflect the light as if they were drafted onto a surface. This phenomenon, involving light-wave propagation, is enhanced in metals because of the strong absorption and re-emittance of light. The edges are where the reflected wave breaks down and the light at the edge no longer reflects on the same plane.
Different surfaces of stainless steel with the same finish will appear to be different hues as the intensity changes, but the edge is the defining boundary. The edges of stainless steel reflect light slightly differently, as the interference of one reflected wave of light interacts with another.
Introducing Color To Stainless Steel
In the last half of the twentieth century, techniques of adding color to the stainless steel were commercially established. Adding heat can induce colors in a less refined way by developing interference colors of blues, purples, reds, and even yellows.
Bluing or darkening stainless steels by chemically modifying the chromium on the surface of stainless steels is a process artists and craftspeople have perfected over the years and one that has been used to darken stainless steel for decades.
Ultimately, there are two major commercial methods of adding color to stainless steel. And both give excellent results when correctly understood and executed. The first is known as interference coloring and the other is known as physical vapor deposition (PVD).

PHOTO © A. ZAHNER COMPANY.
Interference Colored Stainless Steel: The Inco Process
The Inco process, developed and originally patented by Inco Limited in the early 1970s, uses chemical acid baths to develop a thickened chromium oxide layer. It can be applied to any of the stainless steel alloys and to any finish, thus further expanding the possibilities for design with stainless steels.
An electrochemical process is used to harden the film and make it abrasion resistant. This thickened layer produces color by the phenomena of thin-film light interference: thus the name “interference coloring.” The phenomena of light interference is directly attributed to the clear chromium oxide layer and its effect on the light wave passing through the film, back to the viewer. There are no pigments, inks, or dyes used to create the color.
One of the first large-scale projects to use stainless steel colored using the Inco process was the Reiyukai Shakaden temple in Tokyo. The roof is clad in over 18,500 square meters of a blue-black stainless steel, while the interior ceiling has over 4,800 square meters of gold stainless steel.
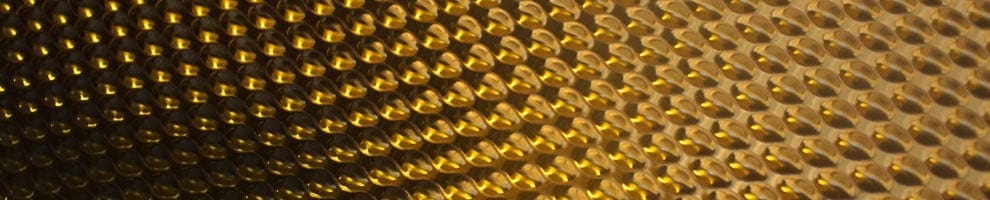
PHOTO A. ZAHNER COMPANY.
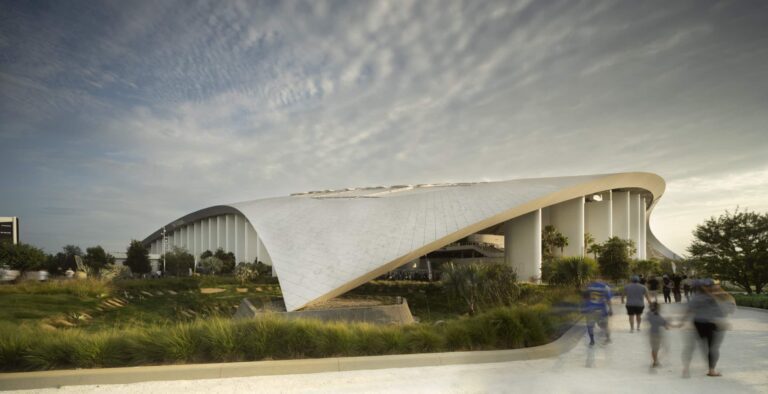
In Europe and the United States, the Inco process was a little slower in development. The first major projects in the United States were the Museum of Science and Industry in Tampa, Florida by Antoine Predock and the Team Disney Anaheim building in Anaheim, California by Frank Gehry. Today you can find colored stainless steel in many commercial buildings and even in residences.
The interference coloring process is not tunable like pigments in paint colors. You cannot achieve an intensity (for example, light blue or dark blue, or deep red or pink). You can “adjust” the color only slightly, either by removing color in post-processes, texturing the surface to alter reflectivity, or by altering the base finish.
A satin finish, such as Angel Hair or glass bead, will give a soft, satin appearance. A No. 4 finish will give a directional bright finish and a No. 8 or 9 finish will produce a beautiful colored mirror surface.
One of the first sculptures to incorporate colored stainless steel was Ad Astra, by Richard Lippold. This striking sculpture draws viewers “to the stars” with its sharp lines and mirrored reflective surface that rises over 30m. Formed sheets of gold colored interference stainless steel are mixed with the natural color of stainless steel.

Photo courtesy Burberry.

Physical Vapor Deposition (PVD) Coloring
The second major method of producing long lasting colors involves PVD. This method produces intriguing colors by applying a very thin — only a few molecules thick — coating of a compound, such as titanium nitrate (to produce gold) or titanium carbide (to produce a deep black).
Again, there are limitations — but for an artist, it makes possible the introduction of color as well as finish to the sculpture. PVD has become a viable coloring technique in the art and architecture market, as development and process improvements have made it more cost effective.

PHOTO © A. ZAHNER COMPANY.
The combinations of color and finish can produce striking surface colorations. And unlike the Inco coloring process, these finishes do possess color. Their thinness allows for some interaction with light interference, as light will pass through them and will reflect off of the surface.
Colors that can be developed with PVD on stainless steel include gold, black, bronze, blue, golden silver, and red/purple. Variations within these basic colors can also be achieved to produce copper-like colors and red dish bronzes.
Etching For Further Detail
Stainless steel surfaces can be etched using various acid solutions to dissolve the metal, and resists can be applied to create designs on the surface. The acids are allowed to attack the exposed metal surface and dissolve it.

PHOTO © A. ZAHNER COMPANY

PHOTO © A. ZAHNER COMPANY.
Laser etching using CNC can “burn” an image into the surface of stainless steel. Very fine detail can be produced. The image will be a contrasting black color on the silver background. The detail is similar to what can be obtained in a photographic image.
A waterjet can also etch designs into a stainless steel surface. Essentially the waterjet carves the design into the surface by penetrating to a depth of only a few percent of the total thickness. Waterjets can achieve good detail, but not as fine as other etching processes. The cost is lower than laser, acid, and photoresist color removal processes.
The Future Of Stainless Steel
The past 40 years have added an enormous number of finish possibilities to stainless steel. What once was defined as a series of numbered finishes has expanded to commercially viable, unique surfaces finely tuned by the artist and architect.
The next 40 years should offer even more. Understanding how these choices are applied and how they will perform over time and exposure is critical.

PHOTO © A. ZAHNER COMPANY.
Next: The Latest Innovations and Applications of Stainless Steel
In our next installment on the benefits of stainless steel, we will feature the advantages of Zahner stainless steel in finish, durability, quality, etc., along with the projects that have featured these Zahner Products.
Read Part 3 in our series on Stainless Steel: The Latest Innovations and Applications of Stainless Steel
To find out more about using stainless steel and how this material can be used in your next project, contact us for samples, or call +1 (816) 474-8882 to speak with one of our Project Specialists.